Process cooling: secure refrigeration for pharmaceutical companies
Process cooling plays an important role in many industries. It ensures that temperature-sensitive production processes are cooled precisely. This enables production processes to run smoothly, which in turn creates production reliability. Completely reliable refrigeration is also essential to the chemicals and pharmaceuticals industry. The production of medication requires complex production processes and relies on refrigeration technology that is of high quality, fail-safe, and also energy efficient.
Process cooling for medicine production
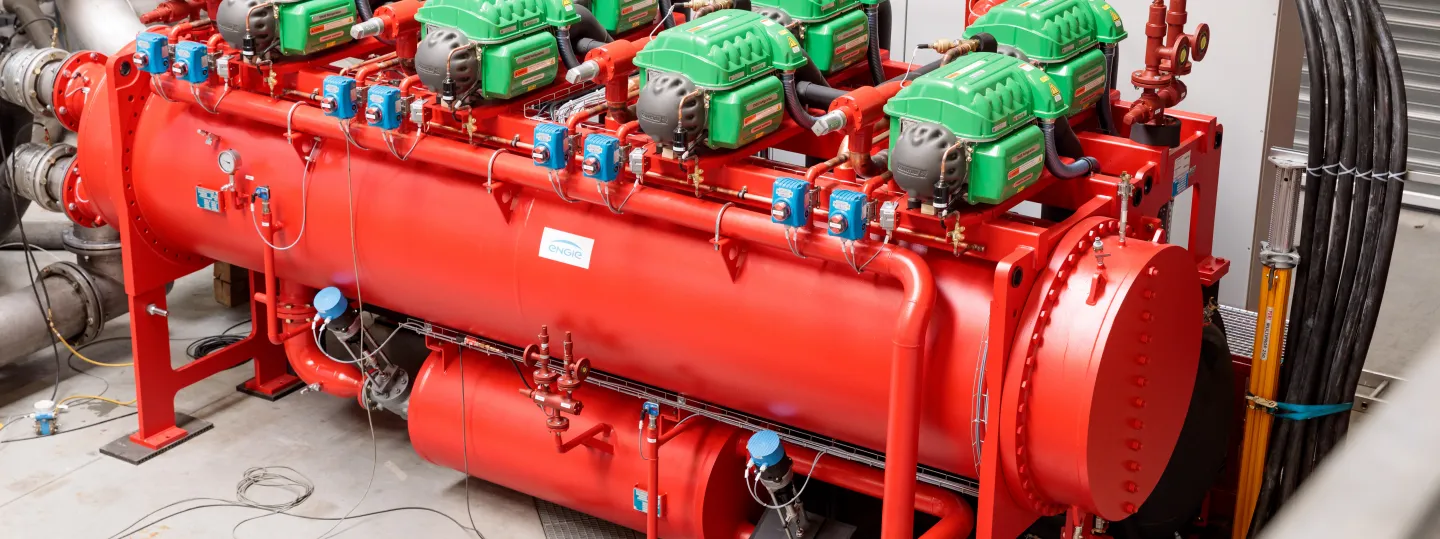
When it comes to precise temperature requirements, our QUANTUM chillers provide a highly recommendable solution. Their technology is based on extensive experience and plenty of know-how in matters of refrigeration. That is something our customers, such as the pharmaceuticals companies Nordmark Arzneimittel and Boehringer Ingelheim, appreciate. A major French customer in the pharmaceuticals industry has also recently chosen to rely on our refrigeration solutions. The company is operating the largest water-cooled QUANTUM models to date with the sustainable refrigerant R-1234ze and eight turbo compressors.
Know-how from ENGIE Refrigeration
The implementation of process cooling requires careful preparation. The planning phase lasted several months. During this time, we examined the work processes on site in detail in order to develop the perfect refrigeration for the pharmaceuticals company. Since February 2019, the production hall of the medicine manufacturer has been operating three water-cooled QUANTUM chillers with the refrigerant R-1234ze. They run without oil, which saves on operating costs, and provide a refrigeration capacity of 2.4 megawatts each. The chillers were made at our production site in Lindau on Lake Constance and tested comprehensively before delivery.
Made in Germany: individual refrigeration technology made to measure
Daniel Keller, head of the sales support department at ENGIE Refrigeration, explains: “Our aim is to implement the best possible refrigeration solution for every process and meet our customers’ specific requirements with tailored concepts.” For our French customer we once again developed and successfully implemented an individual solution. The QUANTUM chillers are equipped with twin condensers for heat recovery. The company now utilises the waste heat generated in the production hall for other production processes. In addition, the company benefits from tax advantages. Like Germany, France offers subsidies for technical measures in the field of heat recovery.
Eco-friendly and energy-efficient process cooling
The refrigerant is R-1234ze, an environmentally friendly solution. This refrigerant has a GWP value of less than 1 and therefore produces an insignificant greenhouse effect. In combination with a special compressor design, R-1234ze also makes refrigeration particularly energy efficient. Last but not least, the multiple compressor design and double sensor system of the QUANTUM chiller ensure a high level of operational reliability during process cooling – ideal for use in the pharmaceutical industry.
Articles you might also be interested in

Data centers in transition: What role does ENGIE Refrigeration’s cooling portfolio play?
Year after year, Data Center World in Frankfurt showcases the direction in which the international data center market is heading. ENGIE Refrigeration is on site at the joint booth with ENGIE Germany, and Jürgen Martin, Key Account Manager for Data Centers at ENGIE Refrigeration, explains which technological trends are currently shaping the market – and how ENGIE Refrigeration’s product portfolio fits in with this – and why it is, of course, well worth visiting ENGIE Refrigeration at stand AA.BB in Frankfurt.

Robust refrigeration technology for the navy, cruise ships and ferries: Ship ahoy with MARENUM!
Reliable and efficient chillers have long been part of the basic equipment of modern ships. However, special conditions apply on the water that differ from the usual requirements on land. Daniel Keller, Head of Sales & Business Development at ENGIE Refrigeration, explains what characterises refrigeration technology for the navy, cruise ships and ferries and what advantages our MARENUM chillers offer for various types of ships. He also provides exciting insights into three reference projects.
Trends in the IT sector: from sustainability requirements to edge data centres
Trends revitalise the IT sector. This is because they drive innovation, secure competitive advantages and enable long-term business success. As a cooling and heating expert for data centres and especially for edge data centres, ENGIE Refrigeration knows current trends inside out - and is even ahead of them thanks to future-oriented technologies. Jürgen Martin, Key Account Manager Data Centres at ENGIE Refrigeration, shares his expert assessment of the most important market developments in the data centre sector in 2025.

Refrigeration technology with future potential: GENIUM container in data centres
Data centres are the central infrastructure for the digital world. While our life today is largely controlled by the use of digital technologies, the operation of modern servers and IT hardware is only possible with a flexible cold supply. Jürgen Martin, Key Account Manager Data Centres at ENGIE Refrigeration, explains why our GENIUM container is the perfect basic equipment for a data centre.

How refrigerants can withstand the future and increase machine efficiency
Find out how to boost the efficiency of your chiller and heat pump with ENGIE Refrigeration and the right refrigerant. Discover the expert opinion now.
Cooling and heating technology with heart: How ENGIE Refrigeration is breaking new ground in B2B marketing
B2B marketing is boring? Not at all! ENGIE Refrigeration shows that creative communication and marketing approaches are worthwhile - and, on the contrary, should not rely on purely rational messages when it comes to cooling and heating if they are to be fully effective. This is because ENGIE Refrigeration's marketing activities differentiate it from the market in the same way as its product portfolio. Tatiana Köhler, Head of Marketing and Communication, reports on strategies, measures and channels in the "on point." magazine.
Tailor-made solution for data centres: 16 water-cooled QUANTUM chillers in a container ensure whisper-quiet operation and maximum efficiency
16-fold chiller power in the Netherlands: ENGIE Refrigeration proves that operational reliability and high-end technology in data centres work best with water-cooled chillers for a large, internationally active provider in the field of large data centres: 16 QUANTUM Water models in a GENIUM container promise outstanding efficiency and whisper-quiet operation. Jürgen Martin, Key Account Manager Data Centre at ENGIE Refrigeration, reveals exciting details about the project

Customised rental cooling: QUANTUM air chillers offer sustainable added value for major radio and television broadcaster
Customisable, extremely flexible and highly efficient: rental chillers guarantee consistent security of supply in a wide range of applications. In the studios of a public broadcaster in Germany, ENGIE Refrigeration proves how precisely rental refrigeration can be integrated into existing environments, even under demanding conditions. Hans-Werner Barkhofen, Head of Service Germany West at ENGIE Refrigeration, talks in an interview about the challenges and opportunities of rentable refrigeration solutions.

Chillers and heat pumps par excellence: the symbolic power of our new corporate visual
At ENGIE Refrigeration, we set promising standards for numerous industries not only with chillers but also with heat pumps. We are now communicating this more strongly to the outside world with our new corporate visual, which is both eye-catching and forward-looking.

20 years of QUANTUM: the success story of an innovative and sustainable chiller
20 Jahre QUANTUM, 20 Jahre starke Leistung, hervorragende Betriebssicherheit und hohe Effizienz – der Geburtstag unserer Kältemaschine bietet den perfekten Anlass, um zwei Jahrzehnte der Vorzeigeserie Revue passieren zu lassen.